

Fully Automatic Egg Tray Machine for Efficient Waste Paper Recycling
One-step forming process reduces production costs by 30%
Successfully served over 100 customers worldwide

Pulp Molding Production Lines & Egg Tray Machines
Professional pulp molding machines for egg trays, fruit trays, cup carriers and industrial protective packaging. Choose by capacity, labor model and product type.
Our Product Series
Explore related pages: Egg Tray Production Line, Mold Technology, Drying System Comparison.

REM Automatic Production Line
Fully automatic line for stable egg tray production and efficient operation.
- Capacity: 2,000–9,000 pcs/h
- PLC control system
- Energy-saving design
- Low maintenance layout

REM Semi-Automatic Production Line
Low investment solution for small-scale production and easy expansion.
- Capacity: 1,000–2,500 pcs/h
- 2–3 operators
- Compact design
- Upgrade-ready structure

RPM Automatic Production Line
Automatic fiber tray line for industrial packaging and multi-product production.
- Capacity: 500–8,000 pcs/h
- Automation integration options
- Quick mold change design
- Optional remote monitoring

RCM Automatic Production Line
High-speed line designed for large-scale output and stable quality control.
- Capacity: 2,000–12,000 pcs/h
- High-output production
- Premium quality output
- Enhanced safety architecture
Applications
Our pulp molding machines are designed for egg trays, fruit trays, cup carriers and industrial packaging trays. Learn more: Mold Technology, Production Process.
Egg Packaging
Egg trays and cartons for poultry farms and egg processing facilities.
Fruit Trays
Protective trays for apples, pears, citrus and other fruits.
Cup Carriers
Eco-friendly cup holders and coffee trays for food service.
Industrial Packaging
Protective packaging trays for electronics, glassware and appliances.
Technical Advantages
Key advantages include recycled fiber compatibility, stable forming, energy-efficient drying matching, and automation options for stacking and packaging.
Eco-friendly Materials
Use waste paper to create biodegradable molded fiber products.
Energy Efficiency
Optimized process design helps reduce overall energy consumption.
Automation Options
Flexible configurations to reduce labor and improve consistency.
Quick Mold Change
Support multi-product production with faster mold changeovers.
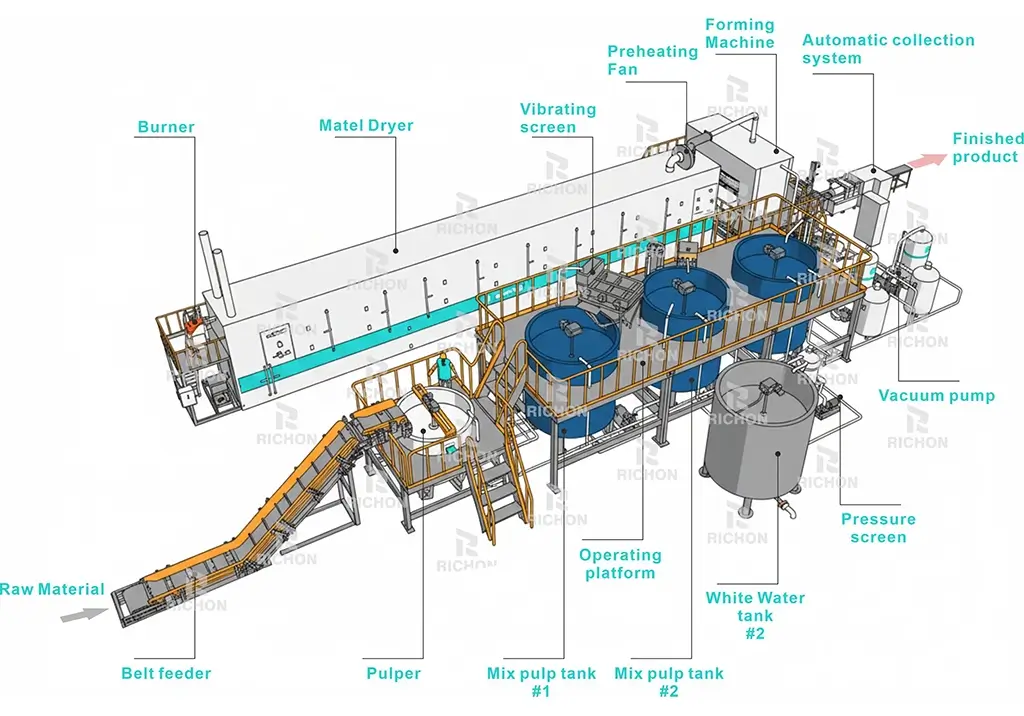
Complete Production Line Overview
Workflow: pulping → forming → drying → stacking/packing. Reference: Production Process.
REM Automatic Production Line — Recommended Use Cases
Stable OutputFrom an engineer’s perspective, “automatic” only matters if the line stays stable after weeks of continuous shifts. REM is configured to reduce wet-end fluctuation and match drying throughput so your output is predictable.
Best for
- Egg tray factories needing steady pcs/h
- Large farms / egg processors with long shifts
- Buyers prioritizing labor reduction
Engineering focus
- Vacuum curve repeatability
- Mold venting + forming stability
- Dryer matching to avoid bottlenecks
Next step
- Confirm tray type + target pcs/h
- Confirm local energy source (gas/steam/electric)
- Get a matched configuration proposal
REM Semi-Automatic Production Line — Low Investment Entry
Low CAPEXSemi-automatic is ideal when you need to validate demand and cashflow first. If the layout is designed right, you can keep quality stable while leaving room for automation upgrades later.
Best for
- Small farms & local packaging workshops
- First-time investors / pilot lines
- Regions with affordable labor
Engineering focus
- Compact footprint & maintenance access
- Stable pulping & forming basics
- Upgrade interfaces kept clear
Next step
- Decide drying method early
- Confirm power/water constraints
- Plan upgrade path for year 2–3
RPM Automatic Production Line — Industrial Packaging Focus
Multi-SKUIndustrial protective packaging often fails not because of “capacity”, but because dimensions drift and mold change takes too long. RPM is built for repeatability and faster transitions between SKUs.
Best for
- Electronics, glass, appliance packaging
- Protective trays with tight fit requirements
- Factories running multiple products
Engineering focus
- Quick mold change logic
- Parameter recipes per SKU
- Optional stacking/trim automation
Next step
- Provide product drawing + tolerance
- Confirm mold material & surface needs
- Evaluate mold strategy
RCM Automatic Production Line — High Output & Premium Control
Long-ShiftHigh output only works when the line is balanced. In practice, drying throughput and process stability decide real pcs/h. RCM is designed for long shifts with robust safety and tighter control on rejects.
Best for
- Large packaging suppliers
- High-demand regions / multi-shift operation
- Customers requiring stable QC
Engineering focus
- Line balancing (wet end ↔ drying)
- Safety interlocks & guarding
- Reject reduction via stable parameters
Next step
- Confirm utility limits (gas/steam/electric)
- Choose drying type to match output
- Confirm site layout for material flow
Need a Configuration Proposal?
Fast ChecklistTo avoid wrong sizing (most common mistake), we match your target output with pulp prep, forming, and drying capacity. Share the parameters below and we’ll reply with a practical configuration + utilities checklist.
Environmental Benefits of Pulp Molding Machines
Pulp molding is a practical path to sustainable packaging: it uses recycled fiber, replaces single-use plastics, and supports cleaner production for egg tray manufacturing and molded fiber packaging.
“Green” only matters if it runs stably at scale. In pulp molding, the real impact is decided by raw material control, water recycling, and drying efficiency. If you’re evaluating a project, start with Production Process, confirm product quality requirements via Mold Technology, and select the right dryer using Drying System Comparison.
Core Environmental Advantages
Waste to Value
Convert waste paper into molded fiber products, reducing landfill pressure and supporting a circular economy. For system planning, see process flow & utilities.
Plastic Replacement
Molded fiber packaging is a realistic alternative to many single-use plastics, aligning with buyer requirements in EU/US supply chains and sustainability procurement.
Energy & Water Efficiency
Drying is usually the biggest energy load. Proper line matching can reduce energy waste. Compare options in Drying System Comparison.
ESG & Long-Term Growth
Verified sustainable packaging helps win contracts and strengthen brand trust—especially for export-focused operations. Explore production solutions at Egg Tray Production Line.
Quantifiable Environmental Impact
Industry Transition Trends


Environmental Certifications
ISO 14001
Environmental management system framework commonly requested in international supply chains.
FSC
Supports responsible sourcing of paper and pulp materials (when applicable to your supply chain).
Recyclability & Biodegradability
Product compliance depends on raw material, additives, and end-market requirements.
EU Packaging Requirements
Many buyers request proof of compliance for packaging waste and sustainability performance.
Pulp molding delivers scalable environmental benefits when the line is engineered correctly: stable pulp preparation, efficient forming, and drying matched to throughput. If you want a practical configuration based on your target capacity and local energy source, we can recommend a project-ready solution.
Egg Tray Machine Production Capacity & Mold Configuration
Capacity is not only “pcs per hour”. A stable line depends on mold plate geometry, forming cycle time, pulp quality control, and drying matching. Here’s the practical way engineers size the configuration.
When customers ask “How many trays per hour?”, I ask four things first: tray type (30/12/10), waste paper grade, drying method, and site utilities. If you want the full system view, start with Production Process, compare dryers in Drying System Comparison, and confirm accuracy/venting on Mold Technology.
1) Mold Plate Design Drives Output
In automatic forming, output is mainly determined by effective cavities and cycle stability. Mold plate design matters because it sets how many trays are formed per cycle, and how consistently vacuum dewaters the pulp across all cavities.
Richon egg tray machines support mold plates with 1–8 sides, and each side can carry 3–10 tray molds. This creates a scalable path from pilot capacity to industrial output.
2) More Molds Increase Capacity—If Utilities Match
Increasing mold count can raise capacity, but only when pulp supply, vacuum stability, and drying throughput are sized correctly. Otherwise, the “wet end” will wait for the dryer, or the trays will vary in thickness and strength.
3) Choose a Configuration for ROI, Not Just Max Output
For many projects, the best ROI comes from a balanced configuration: enough molds to meet demand, with utilities sized to run stable shifts. If you’re selecting models, start from Egg Tray Production Line and then refine the mold & dryer selection based on your local energy source and footprint.
Key Specifications That Affect Capacity
Mold Plate Sides
Typically 1–8 sides. More sides increase formed trays per cycle when vacuum and pulp supply match.
Molds per Side
3–10 molds per side. Mold venting and stiffness help keep thickness uniform across cavities.
Cycle Stability
Capacity is limited by cycle time under real pulp conditions, not only mechanical speed.
Utilities Matching
Vacuum, water recycling, and drying capacity must match wet-end output to avoid bottlenecks.
Next Step: Tell Us Your Target Output
For a practical configuration, we usually confirm: tray type (30/12/10), target output (pcs/h), waste paper grade, drying energy source (electric/steam/gas/biomass), and available workshop footprint. Send your parameters via Contact, and we’ll recommend mold plate sides, molds per side, and a matched drying solution.
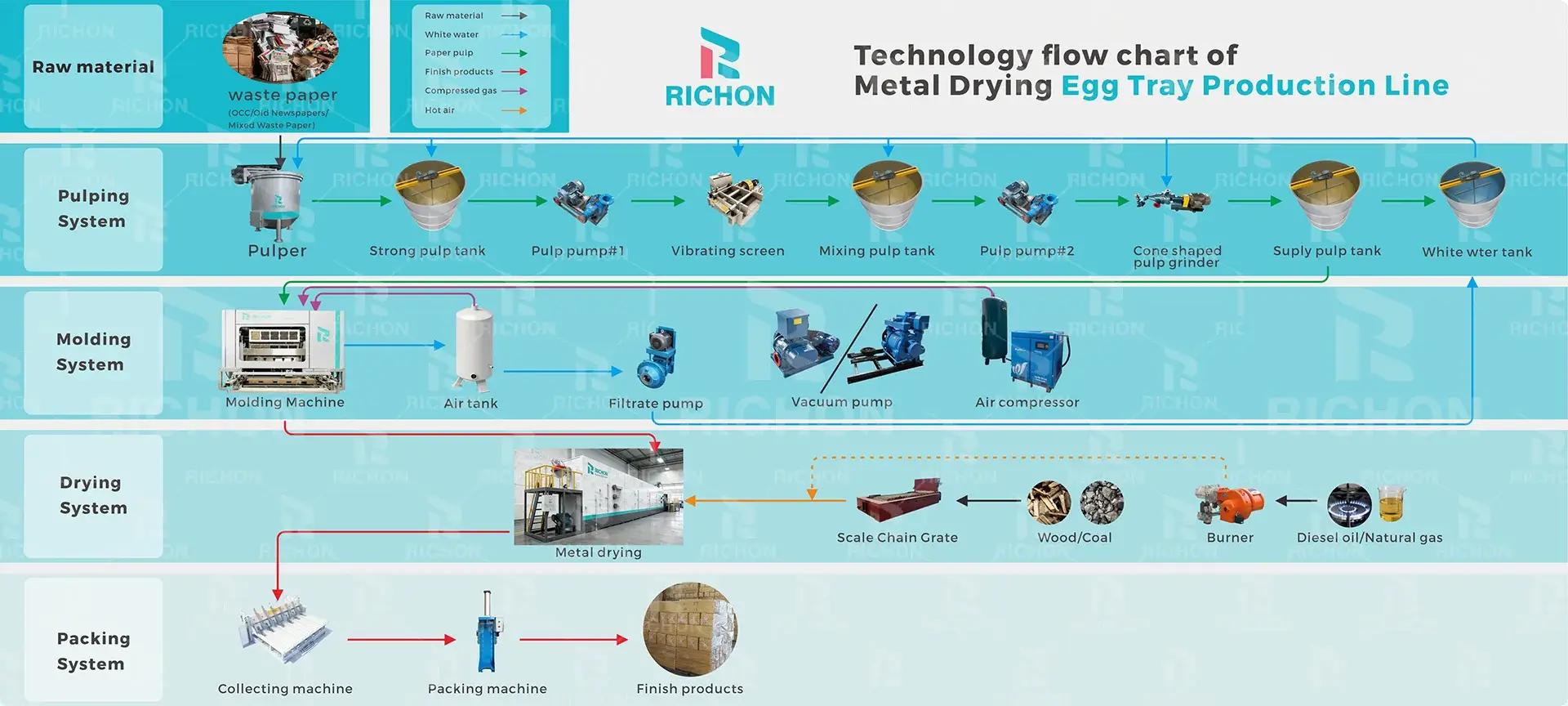
Egg Tray Production Process Flow
After 30 years commissioning pulp molding lines, I can say this clearly: stable output comes from controlling pulp consistency, vacuum stability, mold venting, and drying throughput. Below is the practical six-step flow used in modern egg tray manufacturing.
If you’re planning a new factory or upgrading, review Egg Tray Production Line for model ranges, then check Mold Technology for accuracy/venting, and Drying System Comparison to avoid the most common bottleneck: the dryer.
Production Process Overview
Recycled paper → pulping & screening → vacuum forming → drying → stacking/packing → optional hot pressing. Each step has a measurable target. When you control the targets, capacity and tray strength become predictable.

Raw Material Preparation
Start with stable paper grades (commonly ONP/OCC mixes). The goal is simple: reduce contaminants and keep the fiber input consistent so your tray weight and thickness don’t drift across shifts.
- Sorting to remove plastic, tape, sand, and metal
- Bale management by grade to stabilize pulp behavior
- Incoming QC: moisture, ash/contaminants, and batch labeling

Pulp Preparation
This is where most capacity problems begin. If pulp consistency fluctuates, the forming cycle becomes unstable. A good pulping section combines pulping + screening + refining + consistency control, with water reuse to reduce discharge.
- Consistency control to keep tray weight stable
- Screening removes knots/contaminants that damage molds
- Closed-loop water reuse to cut freshwater consumption
- Optional additives: wet strength, sizing, release (when needed)
Molding Process (Vacuum Forming)
Vacuum forming shapes the tray and removes water. Output depends on cycle time, vacuum stability, and mold venting. For long-run stability, mold accuracy and vent design matter as much as machine speed.
- Stable vacuum curve = stable thickness and strength
- Mold venting prevents weak corners and uneven dewatering
- Quick-change mold strategy helps multi-SKU production
- Related guide: Mold Technology

Drying Process
Drying is the most common bottleneck. If the dryer can’t match wet-end output, trays pile up and quality drops. Choose drying based on local energy (gas/steam/biomass/electric), climate, footprint, and target moisture.
- Multi-zone temperature control to avoid warping
- Humidity management to prevent over-drying and brittleness
- Drying throughput must match forming output (line balancing)
- Compare options: Drying System Comparison

Fully Automatic Collection
Automatic counting and stacking reduces labor and prevents damage from manual handling. It also improves shipping consistency—important for distributors and export packing.
- Accurate counting for consistent bundles
- Stacking logic improves storage and loading efficiency
- Inline inspection points for wet/dry tray defects

Hot Pressing & Shaping (Optional)
Hot pressing is used when customers need smoother surfaces, better stacking performance, or tighter dimensions. It’s often chosen for higher-end packaging requirements and long-distance transportation.
- Improves surface finish and dimensional repeatability
- Helps reduce deformation during storage and shipping
- Adds process control points: temperature + pressure + dwell time
Utilities & Quality Control Checkpoints (What Engineers Actually Check)
For commissioning and stable long shifts, we focus on: pulp consistency stability, vacuum system pressure loss, drying matching, and reject reasons. These checkpoints also help when you plan a line in different countries with different utilities.
Need a Practical Line Configuration?
To recommend the right setup, we usually confirm: tray type (30/12/10), target output (pcs/h), waste paper grade, local energy source (electric/steam/gas/biomass), and workshop footprint. Share your parameters and we’ll reply with a matched configuration and utility checklist.
Egg Tray Machine Comparison
Compare specifications and performance metrics across our range of REM egg tray production machines to select the ideal model for your needs.
| Parameters / Models | REM3-1 | REM4-1 | REM3-4 | REM4-4 | REM4-8 | REM5-8 | REM6-8 | REM8-8 |
|---|---|---|---|---|---|---|---|---|
| Production Capacity | 800-1000 pcs/h | 1000-1500 pcs/h | 1700-2200 pcs/h | 2000-2800 pcs/h | 4000-4500 pcs/h | 5000-5500 pcs/h | 6000-6500 pcs/h | 8000-9000 pcs/h |
| Molding Stations | 3 | 4 | 12 | 16 | 32 | 40 | 48 | 64 |
| Total Power | 32 kW | 36-60 kW | 55-74 kW | 58-88 kW | 127-144 kW | 153-190 kW | 226-239 kW | 374kW |
| Power Consumption (70% of Total Power) | 22.4 kW | 25.2-42 kW | 38.5-51.8 kW | 40.6-61.6 kW | 88.9-100.8 kW | 107.1-133 kW | 158.2-167.3 kW | 261.94 kW |
| Labor Required | 3-5 person | 4-6 person | 4-6 person | 4-6 person | 4-6 person | 5-7 person | 6-8 person | 6-8 person |
| Material Consumption per Hour | ||||||||
| Paper Consumption (kg/h) | Nature:64 | Nature/Brick:96 Metal:85 | Nature:144 Brick:160 | Nature/Brick:200 Metal:176 | Metal /Brick: 340 | Metal /Brick:425 | Metal /Brick:520 | Metal:640 |
| Water Consumption (kg/h) | Nature:160 | Nature/Brick: 240 Metal: 212.5 | Nature:360 Brick:400 | Nature/Brick:500 Metal:440 | Matal /Brick:850 | Matal /Brick:1062.5 | Matal /Brick:1300 | Metal:1600 |
| Brick Drying Consumption per Hour | ||||||||
| Coal (kg/h) | 55-65 kg | 60-70 kg | 70-80 kg | 94-104 kg | 115-125 kg | 140-150 kg (Actual: 300-350 kg) | 170-180 kg | 230-240 kg |
| Natural Gas (m³/h) | 32-42 m³ | 38-48 m³ | 44-54 m³ | 60-70 m³ | 74-84 m³ | 92-102 m³ | 100-110 m³ | 130-140 m³ |
| LPG (L/h) | – | – | – | – | 98.28 L | 118.13 L | – | – |
| Diesel (kg/h) | 26-36 kg | 30-40 kg | 35-45 kg | 50-60 kg | 60-70 kg | 74-84 kg | 83-93 kg | – |
| Multi-layer Metal Drying Consumption per Hour | ||||||||
| Natural Gas (m³/h) | 25-35 m³ | 30-40 m³ | 35-45 m³ | 48-58 m³ | 60-70 m³ | 75-85 m³ | 90-100 m³ | 120-130 m³ |
| Diesel (kg/h) | 20-30 kg | 23-33 kg | 27-37 kg | 40-50 kg | 48-58 kg | 60-70 kg | 67-77 kg | 90-100 kg |
Note: Data is based on standard operating conditions. Actual performance may vary depending on materials, operational practices, and environmental factors.
Why Choose Richon
In pulp molding, the “machine” is only one part of the system. Real performance comes from pulp consistency control, vacuum stability, mold accuracy, and drying throughput matching. We build equipment and provide commissioning support with those fundamentals in mind—so your output stays predictable across shifts and seasons.
Browse model ranges on Egg Tray Production Line, verify dimensional stability on Mold Technology, and pick the right dryer on Drying System Comparison. For factory layout and utilities planning, see Production Process.
Lower Total Cost (Not Just “Low Price”)
We focus on the real cost drivers: energy in drying, reject rate, downtime, and maintenance access. A stable line typically saves more than any “cheap” quote that later needs rework.
Capacity That Holds Over Time
Output is not only speed. We tune pulp consistency, vacuum curve repeatability, and transfer timing to keep continuous capacity during long shifts.
Predictable Tray Quality
Uniform weight, thickness, and stacking strength come from controlled pulp dispersion + mold venting + drying uniformity. We design for repeatability so your packaging stays consistent for buyers.
Energy Saving via Dryer Matching
Drying is the #1 energy consumer. We match dryer capacity to wet-end output and advise on energy sources (gas/steam/biomass/electric) to avoid “forming waits for dryer”.
Process Control You Can Actually Use
PLC recipes help keep parameters repeatable across paper grades and operators—reducing trial-and-error. Remote diagnostics supports faster troubleshooting and tuning.
Mold Strategy for Multi-SKU Production
Mold accuracy retention and vent design directly affect cycle time and defects. We support quick-change concepts and mold design guidance for long-run stability.
Global Project Experience
Different regions have different constraints: energy price, humidity, grid stability, and labor. We adapt configurations and utility checklists for real site conditions.
Commissioning & After-Sales That Reduce Risk
Commissioning is where capacity is “found”. We support cold/hot tests, operator training, and maintenance plans so the line keeps running after handover.
Scale You Can Verify (Update with Your Real Numbers)
Planning a Pulp Molding Project?
The fastest way to reduce risk is to match capacity, mold design, and drying correctly from day one. If you share your tray type, target pcs/h, waste paper grade, energy source, and workshop size, we can reply with a configuration suggestion and utility checklist.
International Egg Tray Machine Installations
These projects are not “photo collections”. Each case includes the commissioning focus that usually decides success: pulp stability, vacuum repeatability, mold accuracy retention, and dryer throughput matching. If you are planning a new line, use these cases to reduce trial-and-error—especially when climate, energy source, or raw material varies by region.
Start with Egg Tray Production Line, then confirm mold performance on Mold Technology and choose the right dryer on Drying System Comparison. For layout and utilities (power/water/steam/gas), see Production Process.


Cold climate operation requires stable utilities and moisture control. For this line, the key was keeping vacuum performance repeatable and preventing condensation-related variability—so the tray weight and stack strength remain stable during long winter shifts.
Engineer Takeaways
- Commissioning focus: vacuum curve repeatability + pulp consistency to stop seasonal output drops.
- Utilities: confirm stable power and dryer heat source; avoid “forming waits for dryer”.
- Recommended reading: Drying System Comparison


In hot/humid environments, drying capacity and airflow control are critical. This project uses locally available recycled paper, so the pulping recipe and screening strategy were tuned for stable forming while controlling moisture variability.
Engineer Takeaways
- Commissioning focus: dryer airflow + temperature zoning to prevent soft trays and slow cycles.
- Raw material: stabilize pulp with screening and consistency control for mixed waste paper.
- Recommended reading: Production Process


In high-demand markets, the long-term winner is the line that maintains cycle time and rejects at scale. Here the key was maintaining mold alignment and venting performance—so dimensions remain repeatable across batches and operators.
Engineer Takeaways
- Commissioning focus: mold venting + transfer timing to reduce wet-end defects and trimming issues.
- Maintenance: keep alignment checks and wear parts schedule to protect long-run accuracy.
- Recommended reading: Mold Technology
Want a Configuration That Fits Your Local Conditions?
A practical proposal needs: tray type (30/12/10), target pcs/h, waste paper grade, energy source (electric/steam/gas/biomass), and workshop constraints. Share your parameters and we’ll reply with a configuration suggestion and a utilities checklist.
Egg Tray Machine FAQ
Find answers to common questions about our egg tray making machines and services.
What is the production capacity of your egg tray machines?
Our egg tray machines range from 1,000 to 10,000 pieces per hour, depending on the model and configuration. REM4 series typically produces 2,000–4,500 pcs/hour, and high-capacity REM8 models reach up to 8,000–10,000 pcs/hour.
What raw materials are required for production?
Our machines primarily use waste paper such as newspaper, cardboard, office paper, and other paper waste. The pulp molding process is chemical-free and environmentally friendly.
How long does installation and training take?
Installation typically takes 2-9 weeks depending on the machine model and site conditions. We provide comprehensive training for 1-2 weeks to ensure your team can operate the machine efficiently. Ongoing remote support is available as needed.
What is the power consumption of your machines?
Power consumption varies by model. Our standard REM4-4 model consumes approximately 25-30 kW, while larger models like the REM8-8 consume around 60-75 kW. All our machines are designed with energy efficiency in mind, featuring optimized drying systems and energy recovery options.
Do you provide after-sales support and spare parts?
Yes, we offer comprehensive after-sales support including technical assistance, remote troubleshooting, and a global supply chain for spare parts. We maintain regional service centers to ensure quick response times and minimal downtime for our clients worldwide.
What is the typical ROI for an egg tray machine investment?
The return on investment typically ranges from 12 to 24 months, depending on production capacity, raw material costs, and local market conditions. Our smaller machines can pay for themselves in as little as 12 months, while larger installations may take up to 24 months.
Can your machines produce other products besides egg trays?
Yes, with different molds, our machines can produce various paper packaging products including fruit trays, cup carriers, bottle separators, and electronic packaging. We offer custom mold design services to meet your specific product requirements.
What is the warranty period for your machines?
We offer a 12-month warranty on all our machines, covering manufacturing defects and component failures. Extended warranty options are available for critical components. Our warranty includes technical support and replacement of defective parts.
Contact Us
Get in touch with our team for any inquiries about our egg tray machines and services.
Project Scope
Do you need a complete project solution or a partial solution? Our team can customize the perfect setup for your specific needs and budget constraints.
Product Expectations
What kind of finished product do you expect, and what quality standards are important to you?
Project Timeline
What is your expected timeline for project implementation and operation?
Budget Range
What is the approximate budget range for your project procurement?
Send Us Your Information
Accurate project information will help us provide the perfect solution for your needs.