

Процесс производства лотков для яиц
An engineering-focused guide to how pulp molded egg trays are manufactured — from waste paper pulping to vacuum forming, drying, stacking, and packing.
Планируете проект? Ознакомьтесь с нашими предложениями. Линия по производству лотков для яиц Вы можете обратиться к нашим инженерам за решениями или за консультацией по настройке.

How to Make Egg Trays from Papers
Egg trays are made from papers by converting recycled waste paper into pulp, forming wet trays on molds through vacuum suction, and drying them into strong molded fiber packaging. This paper egg tray production process is widely used for farms, egg distributors, packaging factories, and recycling-based manufacturing projects.
Сортировка макулатуры
Recycled newspapers, OCC cardboard, paper cartons, and office paper are sorted to remove plastic, metal, and other impurities before pulping. Stable raw material selection helps improve finished tray strength and appearance.
Измельчение и смешивание
Waste paper is mixed with water in a hydrapulper to create a uniform slurry. Proper pulp consistency helps improve tray weight control, forming stability, and production efficiency.
Screening and Refining
The pulp is screened and refined to reduce impurities, improve fiber dispersion, and protect molds, pumps, pipelines, and the forming system during continuous production.
Вакуумное формование
The paper pulp egg tray shape is formed when vacuum suction pulls fibers onto the mold surface and removes part of the water from the wet tray before transfer.
Сушка
Wet trays can be dried by natural drying, brick dryer, or metal drying system. Drying efficiency directly affects daily output, labor cost, energy use, and tray quality.
Складирование и упаковка
Finished egg trays are inspected, stacked, counted, and packed for storage or delivery. Consistent stacking and packing helps reduce damage during transportation.
Overview of the Paper Egg Tray Manufacturing Process
The paper egg tray manufacturing process converts recycled waste paper into molded fiber egg trays through pulping, screening, vacuum forming, drying, stacking, and packing. This waste paper to egg tray process must control pulp consistency, forming stability, mold precision, water removal, and drying efficiency to achieve stable output and consistent tray quality.
Эта страница поможет вам принять решение.
- How recycled paper is converted into paper pulp egg trays step by step
- Какой этап ограничивает ваши возможности и как время цикла влияет на рентабельность инвестиций?
- Which drying solution fits your output target, climate, fuel, and site conditions
- Which process parameters help reduce cracking, deformation, sticking, and reject rate
Связанные технологические центры: Производственная линия · Сравнение сушки · Технология литья
Typical raw materials for paper egg tray production
Most egg tray factories use recycled fiber sources such as newspapers, OCC cardboard, paper cartons, and office paper. Raw material cleanliness affects screening load, refining needs, vacuum forming stability, tray surface quality, and the long-term performance of the pulp molding production line.


Waste Paper to Egg Tray Process Flow
This paper egg tray production process shows how recycled waste paper is converted into molded fiber egg trays through pulping, screening, vacuum forming, drying, stacking, and packing.
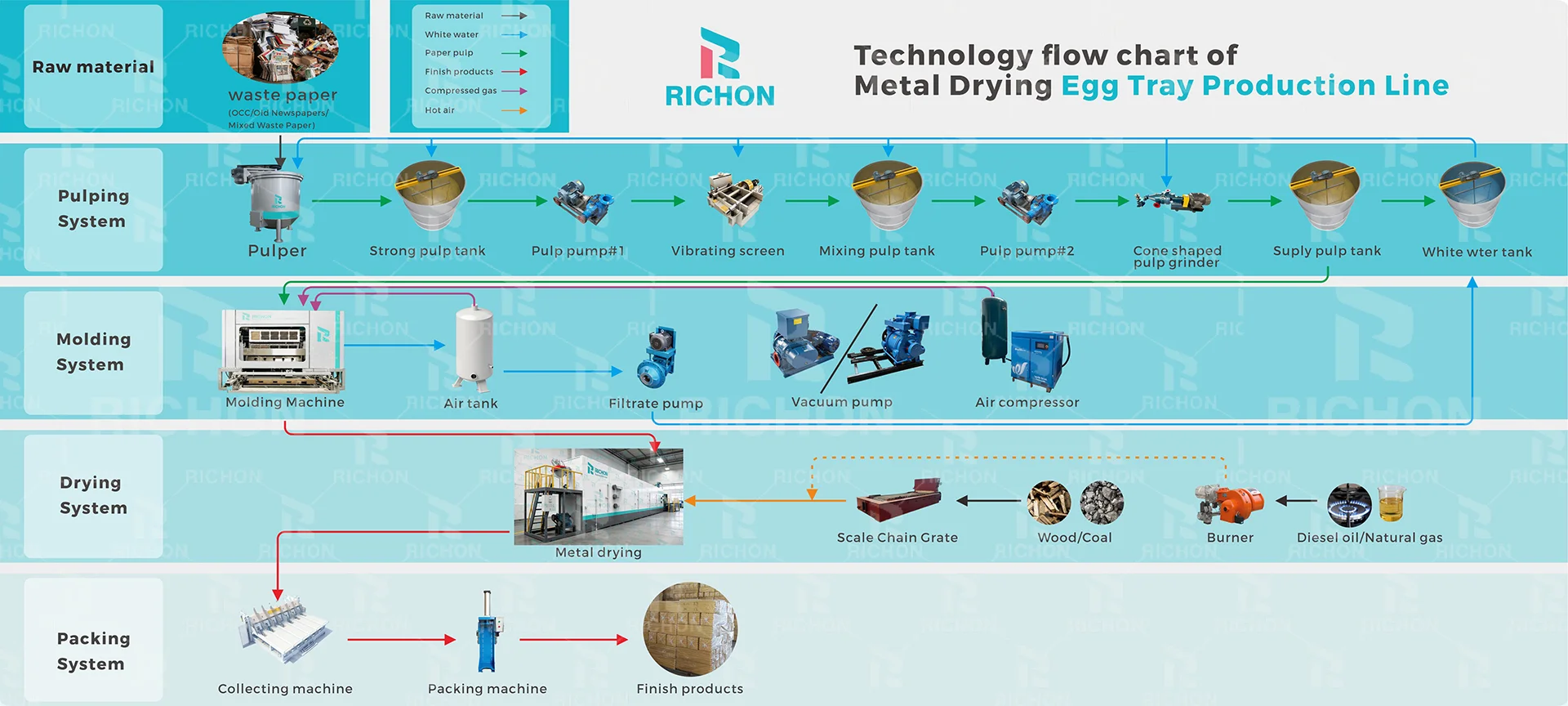
Step-by-Step Paper Egg Tray Production Process from Waste Paper
This section explains how to make egg trays from papers in real factory operation, including raw material preparation, pulping, vacuum forming, drying, stacking, and packing.

Waste Paper Sorting, Pulping & Refining
The waste paper to egg tray process starts with recycled paper sorting. Newspapers, OCC cardboard, paper cartons, and office paper should be checked to remove plastic, metal, stones, and other impurities before entering the pulping system.
After sorting, the waste paper is mixed with water in a hydrapulper and converted into a uniform slurry. Screening and optional refining help improve fiber dispersion, reduce impurities, and prepare stable pulp for the next forming stage.

Вакуумное формование
Vacuum forming is the core stage of the paper egg tray manufacturing process. Vacuum pumps create negative pressure, pulling fibers onto the mold surface and removing part of the water from the wet tray.
Mold design and machining accuracy influence cycle time, tray strength, edge integrity, surface finish, and forming repeatability. Stable forming requires consistent pulp supply, balanced vacuum distribution, and reliable mold sealing.
Связанный: Технология литья

Transfer & Optional Hot Pressing
After forming, wet trays are transferred from the forming mold to the next stage. This step looks simple, but it has a major impact on deformation, cracking, edge damage, and reject rate.
Some egg tray production lines add hot pressing to improve surface smoothness, tray stiffness, dimensional tolerance, and stacking performance. It is often used when the local market requires a cleaner appearance or premium packaging quality.
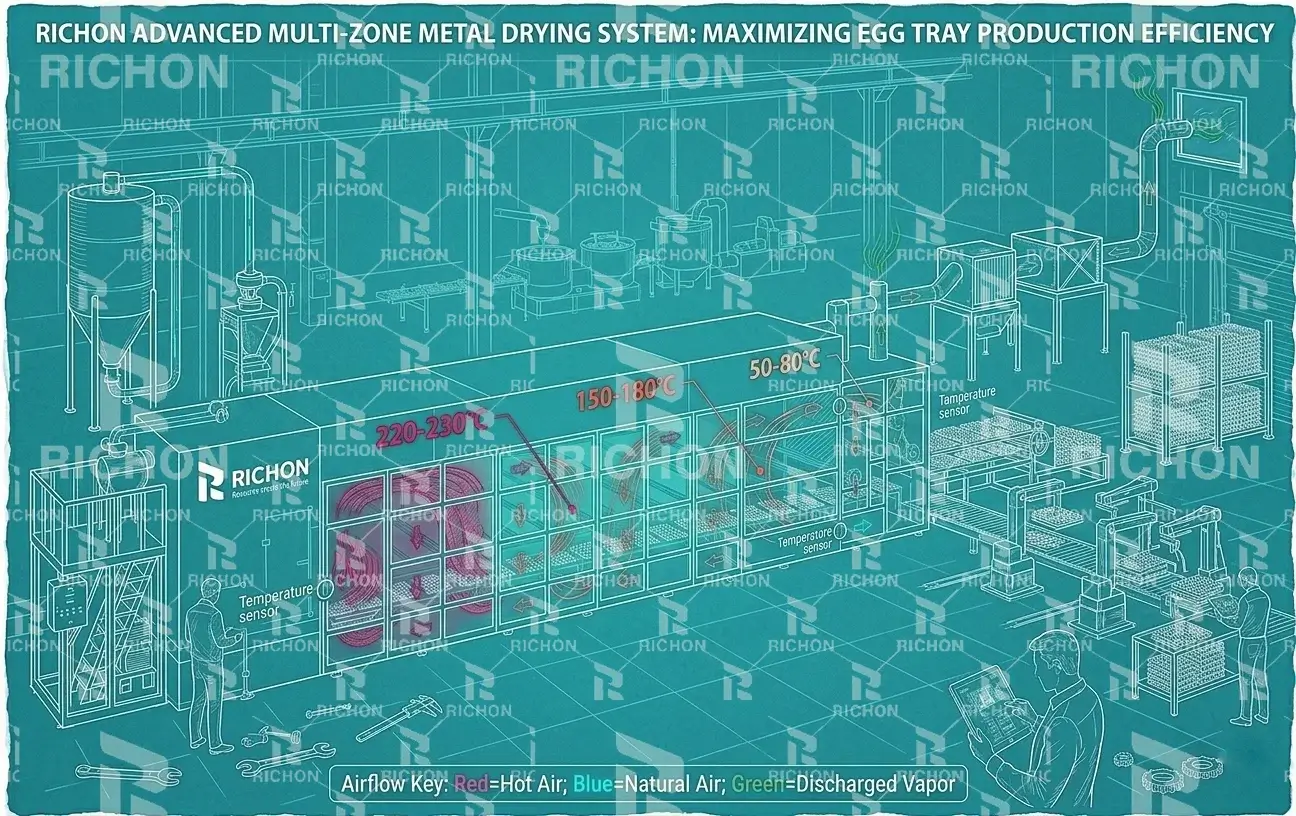
Система сушки
Drying is usually the most energy-intensive stage in the waste paper to egg tray process. The drying method determines factory footprint, labor requirement, fuel cost, heat efficiency, and maximum sustainable output.
Wet trays can be dried by natural drying, brick dryer, or metal drying system. Drying quality depends on temperature control, airflow distribution, moisture removal speed, and stacking timing after drying.
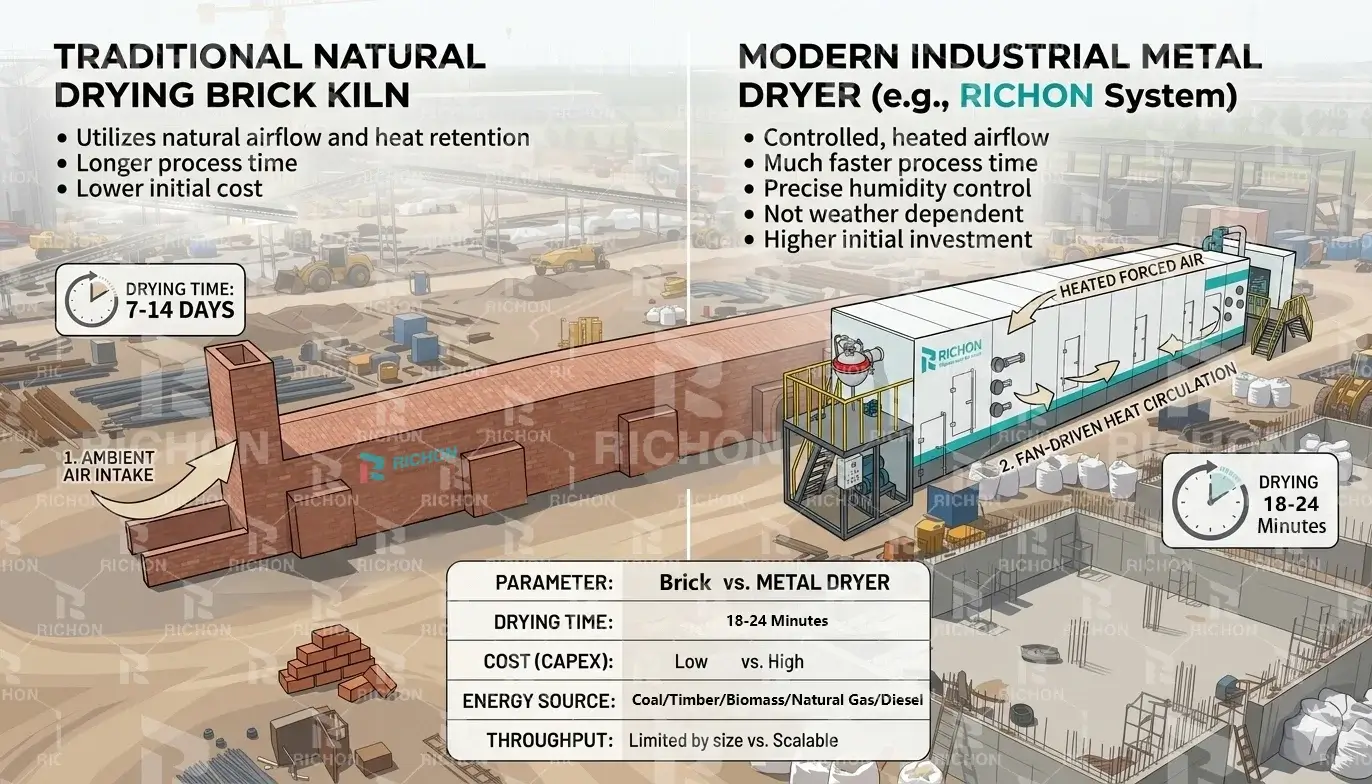
Сравните варианты: Сравнение систем сушки
Поиск неисправностей: Проблемы с качеством лотков для яиц

Stacking, Counting & Packing
After drying, finished paper egg trays are inspected, stacked, counted, and packed for storage or delivery. Automation improves labor efficiency and reduces damage during handling.
If you sell to distributors, egg farms, or packaging buyers, packing consistency becomes a visible quality signal. Uniform bundles reduce transportation damage, improve warehouse handling, and lower customer complaints.
Ознакомьтесь с комплексными решениями: Линия по производству лотков для яиц
Machine options: Paper Egg Tray Making Machine
Выбор сушильной машины (подберите подходящую сушилку)
Сушка — наиболее энергоемкий этап и распространенное узкое место в производственных мощностях. Используйте этот селектор для сравнения вариантов в зависимости от производственной мощности, занимаемой площади, инвестиций и доступного источника тепла.
Правила быстрого выбора (инженерная логика)
- Низкая производительность / низкий бюджет: Простые решения для сушки могут сработать, если есть рабочая сила и подходящий климат.
- Средняя вместимость: Стабильность процесса сушки имеет большее значение; автоматизация повышает производительность и снижает риск деформации.
- Большая вместимость: Предпочтительнее автоматизированная зонированная сушка с регулируемым потоком воздуха и стабильным теплоснабжением.
Лучше всего подходит для
Производство очень малых объемов или опытно-конструкторское производство, где инвестиции должны быть минимальными, а климатические условия позволяют обеспечить стабильную сушку.
- Самая низкая стоимость оборудования
- Простое управление
- Легко начать с малого.
- Нестабильная пропускная способность
- Большая площадь основания
- Качество, зависящее от климата
Когда следует избегать
Если вам необходимо гарантировать ежедневный объем производства, работать в многосменном режиме или продавать продукцию клиентам со строгими требованиями к качеству.
Лучше всего подходит для
Проекты со стабильной площадкой и достаточным пространством, где приемлемо традиционное решение и имеется источник тепла.
- Способен обеспечить непрерывное производство.
- Прочный после постройки
- Широко известная операция
- Высокая стоимость строительных работ
- Трудно переехать
- Энергоэффективность варьируется.
Техническое предупреждение
Сушка кирпича в печи может показаться недорогой с точки зрения оборудования, но общая стоимость проекта включает в себя землю, строительство и время. Если в дальнейшем планируется масштабирование мощностей, планировка может ограничить возможности модернизации.
Лучше всего подходит для
Производство среднего и крупного масштаба, где требуется стабильная производительность, автоматизация и контролируемое качество сушки.
- Стабильная сушка и качество.
- Потенциал повышения эффективности теплоотдачи
- Поддерживает масштабирование и многосменную работу.
- Более высокие первоначальные инвестиции
- Требуется стабильное энергоснабжение.
- Требуется надлежащая пусконаладка.
Рекомендуемый следующий шаг
Используйте справочник по выбору сушильных машин, чтобы подобрать модель, соответствующую вашей вместимости, источнику тепла и размерам вашего предприятия. Это позволит избежать покупки сушильных машин недостаточной мощности или чрезмерных инвестиций.
Панель мониторинга ключевых показателей эффективности процесса (что отслеживать для обеспечения стабильного результата)
Эти ключевые показатели эффективности (KPI) помогут вам поддерживать стабильность производства и снижать количество дефектов. Используйте их в качестве ежедневного контрольного списка для управления процессами, устранения неполадок и планирования производственных мощностей.
Консистенция мякоти
Если меняются показатели однородности, веса лотка и толщины стенок, вы увидите слабые углы и большее количество брака.
Вакуумная стабильность
Колебания вакуума приводят к неравномерному осаждению волокон и дефектам по краям. Необходимо сбалансировать вакуумные линии и поддерживать герметичность.
Влага после высыхания
Неравномерная влажность приводит к размягчению лотков или их деформации. Для предотвращения образования узких мест процесс сушки должен соответствовать производительности формования.
Время цикла
Время цикла определяет производительность. Если сушка происходит медленнее, чем формовка, линия будет накапливать влажные лотки или простаивать.
Key Technical Parameters for Paper Egg Tray Production
In the waste paper to egg tray process, stable production depends on raw material cleanliness, pulp consistency, vacuum forming, drying control, and capacity matching. The exact settings should be adjusted according to tray weight, fiber mix, mold design, drying method, and factory layout.
| Параметр | Типичный диапазон | Почему это важно |
|---|---|---|
| Raw Material Cleanliness | Sorted recycled paper, OCC cardboard, paper cartons, and office paper | Clean raw material reduces screening load, protects molds and pumps, and improves the surface quality of paper pulp egg trays. |
| Консистенция мякоти | 3% – 5% | Controls wall thickness stability, reduces weak corners, and improves repeatability in the paper egg tray production process. |
| Screening & Refining | Adjusted by raw material quality and tray requirement | Reduces impurities, improves fiber dispersion, and helps the pulp form more evenly on the egg tray mold surface. |
| Вакуумное давление | от -0,04 до -0,06 МПа | Improves fiber deposition, surface finish, water removal, and edge integrity during vacuum forming. |
| Температура сушки | 160°C – 220°C | Too low may cause soft trays; too high increases warp risk, brittleness, cracking, and uneven moisture removal. |
| Планирование мощностей | 1000–8000 шт./час | Requires matching forming cycle, drying throughput, stacking efficiency, labor arrangement, and factory layout. |
Quality Control in the Paper Egg Tray Production Process
In the waste paper to egg tray process, most quality problems are caused by combined issues in raw material sorting, pulp consistency, vacuum forming, mold drainage, wet tray transfer, and drying control. A stable process helps reduce rejects and keep paper pulp egg tray quality consistent.
Тонкие стены / слабые углы
Причина: unstable pulp consistency, poor fiber dispersion, insufficient screening, uneven vacuum suction, or blocked mold drainage holes.
Исправить: stabilize pulp consistency, improve screening and refining, clean mold drainage, and check vacuum pipeline balance before increasing machine speed.
Деформация после сушки
Причина: uneven airflow, over-temperature zones, fast moisture loss, unstable wet tray transfer, or incorrect stacking timing after drying.
Исправить: optimize airflow distribution, adjust drying temperature zones, improve tray support during transfer, and control moisture before stacking.
Шероховатая поверхность / некачественная отделка
Причина: dirty recycled paper, sand or plastic contamination, insufficient refining, worn mold surface, or unstable slurry quality.
Исправить: improve waste paper sorting, add better screening, maintain molds regularly, and adjust refining time according to raw material quality.
Edge cracks / tray deformation
Причина: weak wet tray strength, mold misalignment, unstable transfer movement, excessive drying temperature, or early handling before the tray becomes stable.
Исправить: check mold alignment, stabilize transfer mechanism, improve wet tray support, and adjust drying exit moisture to avoid brittle tray edges.
Tray sticking after stacking
Причина: high residual moisture, insufficient drying time, poor ventilation after drying, or stacking finished trays too early.
Исправить: extend drying time, improve hot air circulation, check final tray moisture, and allow trays to cool before tight stacking and packing.
Unstable tray weight
Причина: fluctuating pulp concentration, unstable water supply, inconsistent vacuum suction, or poor slurry mixing in the pulp tank.
Исправить: control pulp consistency, keep slurry circulation stable, monitor vacuum pressure, and avoid sudden changes in raw material mix during production.
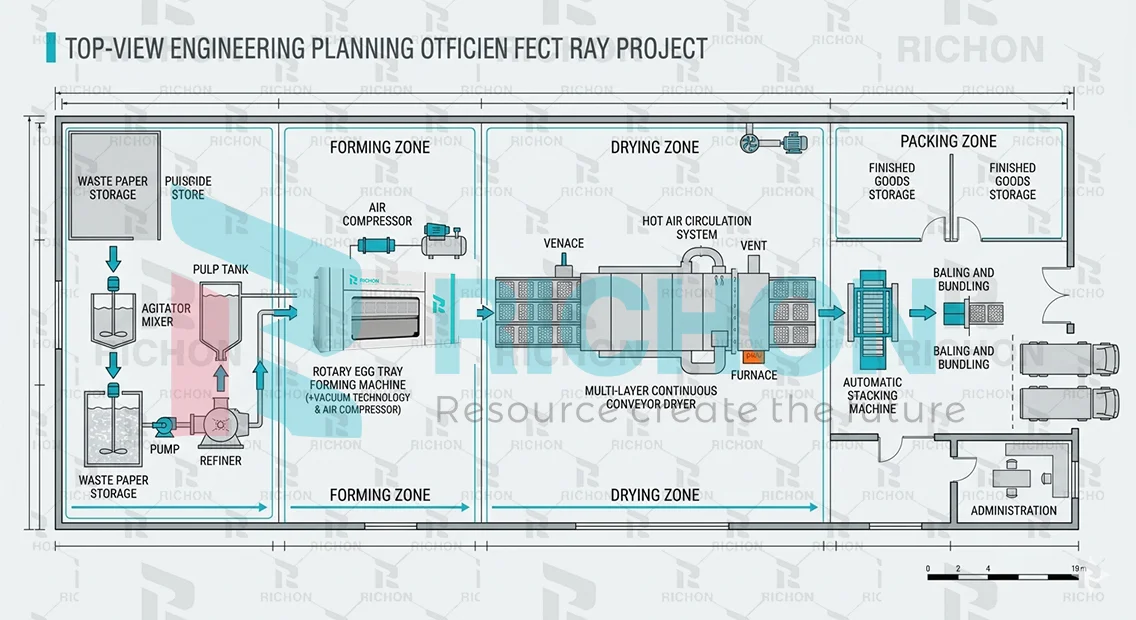
Paper Egg Tray Production Line Layout & Utilities Planning
A practical paper egg tray production line layout should match the waste paper to egg tray process, including raw material storage, pulping, forming, drying, stacking, packing, water recycling, power supply, and heat source planning.
Layout logic for the waste paper to egg tray factory
A stable factory layout follows a clear material flow: waste paper receiving → pulping and screening → vacuum forming → wet tray transfer → drying → stacking and packing → finished product warehouse.
The wet process area should stay close to water supply, drainage, and pulp tanks. The drying area should be planned near the heat source, ventilation system, and finished tray handling area to reduce unnecessary movement and labor cost.
- Reserve maintenance space around hydrapulper, pulp tanks, pumps, and pipelines
- Keep the wet tray transfer path short to reduce deformation and edge damage
- Place drying and packing areas in a smooth downstream direction
- Plan future automation space if you may upgrade capacity later
Utilities checklist for paper egg tray making machine setup
Before choosing a paper egg tray making machine, confirm the factory utilities first. Water, electricity, heat source, drainage, and ventilation directly affect equipment selection, drying method, investment cost, and long-term production stability.
FAQ: How to Make Egg Trays from Papers
Common questions about the paper egg tray production process, raw materials, drying methods, capacity planning, and factory setup.
How do you make egg trays from papers?
What paper is used to make egg trays?
Сколько макулатуры необходимо для производства лотков для яиц?
What is the main bottleneck in the paper egg tray production process?
Which drying system is best for making paper egg trays?
Что определяет производственную мощность по выпуску лотков для яиц?
Нужно ли использовать горячий пресс для формования лотков для яиц?
What machine is used to make paper egg trays?
Planning a Paper Egg Tray Production Project?
Richon engineers help you plan a suitable paper egg tray making machine, production line layout, drying system, and ROI strategy based on your waste paper raw materials, target capacity, local energy cost, factory space, and market demand.
Консультации по проекту
Необходимо уточнить вместимость, схему сушки или инвестиционный план?
Сообщите вам целевые показатели производительности, условия производства и предпочтения по сушке. Инженеры Richon помогут подобрать подходящую конфигурацию линии по производству лотков для яиц для вашего проекта.