

Mold Technology for Egg Tray Production
In pulp molding production, mold precision directly affects product shape consistency, vacuum forming efficiency, drainage performance, demolding stability, and long-term maintenance cost.
This page explains the core engineering logic behind egg tray mold technology, including mold structure, material selection, machining accuracy, vacuum and drainage design, routine maintenance, and product adaptation in molded pulp applications.
Why Mold Technology Matters in Egg Tray Production
In an egg tray machine, the mold is not just a tooling component. It is one of the main factors that determines whether pulp is distributed evenly, whether vacuum suction remains balanced across cavities, and whether wet products can be transferred and dried with stable quality.
When mold design is weak, production problems often appear in the form of uneven thickness, incomplete forming, unstable demolding, higher moisture variation, and more maintenance interruptions. A better-engineered mold helps keep forming performance more predictable across long operating cycles.
- Defines the shape and dimensional consistency of the molded tray
- Affects pulp adsorption, drainage speed, and dewatering behavior
- Influences reject rate, stacking quality, and drying load
- Supports more stable continuous production and easier maintenance
Main Mold Types in a Pulp Molding Line
Different mold positions perform different tasks in molded pulp production. Understanding their roles helps explain how forming, transfer, drying, and product finish are connected.
Forming Mold
The forming mold is the primary shaping tool. It absorbs pulp from the slurry, defines tray geometry, and strongly influences thickness distribution, surface formation, and drainage behavior during the initial forming stage.
Transfer Mold
The transfer mold helps move the wet product from the forming section to the next stage. Stable transfer design is important for maintaining product integrity before drying, conveying, or hot pressing.
Hot Press Mold
In some molded pulp applications, a hot press mold can be used to improve edge definition, surface flatness, and finished product appearance after the wet forming stage.
Customized Product Mold
Mold cavity layout can be adapted for 30-cell egg trays, egg cartons, fruit trays, cup carriers, and other molded pulp packaging products with different dimensional and structural requirements.

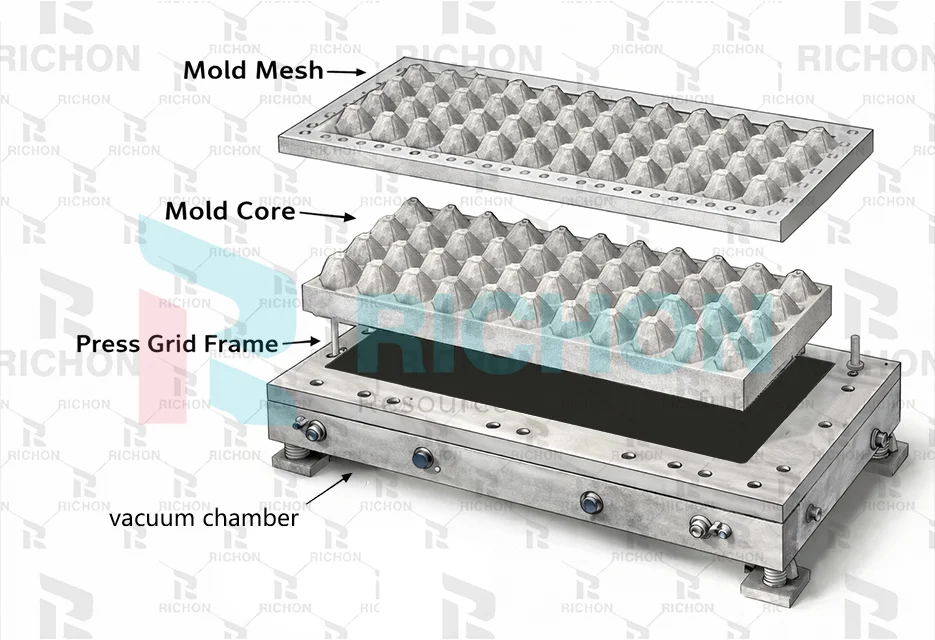
Mold Material and Structural Design
Mold structure must be designed for both shaping performance and operational durability. In egg tray production, the body structure, cavity arrangement, support ribs, and vacuum/drainage pathways all work together to influence production stability.
Aluminum alloy is commonly used in pulp molding molds because it offers good machinability, practical dimensional stability, and suitability for precision cavity processing. Structural rigidity is also important because long-term deformation or local weakness can reduce forming consistency over time.
- Aluminum alloy body widely used in molded pulp tooling
- Stable cavity structure supports consistent product geometry
- Reasonable rib support helps preserve dimensional stability
- Modular design can simplify future maintenance and replacement
Machining Precision and Cavity Consistency
Precision machining is important because even small deviations in cavity geometry, hole distribution, or surface finish can influence pulp adsorption, tray shape, and long-term demolding behavior.
Accurate Cavity Geometry
Stable cavity dimensions help reduce variation between molded trays and support better product consistency across multiple forming positions.
Hole Distribution Control
More precise vacuum hole positioning helps improve suction balance and supports more uniform pulp deposition in the forming area.
Surface Finish Stability
A smoother cavity surface can improve product release, reduce local sticking risk, and support a cleaner final product appearance.
Practical machining requirements may vary based on product design, mold size, cavity count, machine configuration, and maintenance strategy.
Vacuum Channel and Drainage Engineering
Vacuum and drainage design is one of the most critical parts of egg tray mold technology. It affects pulp adsorption uniformity, water removal speed, product thickness stability, and forming cycle efficiency.
Vacuum Distribution
Proper vacuum channel arrangement helps create more even suction across the mold surface, which supports more balanced pulp pickup and tray formation.
Drainage Efficiency
Well-planned drainage paths help remove water more effectively during forming, which can improve wet tray stability and support downstream drying performance.
Hole Layout and Mesh Support
Vacuum holes and mesh layers need to work together. Poor hole layout, blockage, or mesh damage can contribute to thickness variation and inconsistent forming quality.
Mold Manufacturing Process in Egg Tray Production
A well-engineered pulp molding mold is not created in a single step. It requires coordinated work from product drawing review, mold structure design, CNC machining preparation, manufacturing execution, and final quality inspection. A clear mold manufacturing process helps improve machining accuracy, assembly consistency, and long-term forming stability.
Product Drawing Review
The mold manufacturing workflow starts with product drawings or physical samples. At this stage, the engineering team reviews forming requirements, product structure, and production feasibility before mold design begins.
Mold Design
After the product drawing is confirmed, mold design moves into the engineering stage. This includes matching the mold with machine configuration, product material requirements, cavity layout, and manufacturing details for later CNC processing.
Mold Manufacturing
This stage includes material inspection, CNC programming, machining execution, surface treatment, and hole processing. Mold manufacturing quality directly affects cavity consistency, suction performance, and demolding stability in egg tray production.
Mold Quality Inspection
Before the mold enters production use, quality inspection is carried out to verify surface condition, assembly integrity, and compliance with manufacturing requirements. This stage helps reduce later production instability and mold-related defects.
This mold manufacturing workflow may vary depending on product type, mold structure, cavity quantity, and machine configuration, but the core engineering sequence of drawing review, mold design, machining, and quality inspection remains essential in pulp molding mold production.
How Mold Design Affects Egg Tray Quality
Mold engineering is directly connected to product performance. A better mold does not only improve forming. It also influences drying behavior, stacking consistency, and the final appearance of the tray.
| Engineering Factor | Production Influence | Possible Product Result |
|---|---|---|
| Cavity consistency | Helps keep forming geometry more stable | More uniform tray dimensions and shape retention |
| Vacuum balance | Supports more even pulp adsorption | Reduced local thin or thick areas |
| Drainage path design | Improves water removal during forming | Better wet tray stability before drying |
| Surface finish | Influences release and surface contact behavior | Cleaner appearance and more stable demolding |
| Maintenance condition | Prevents blockage, wear, and alignment issues | Lower defect risk during long-term production |
Common Mold Problems and Their Causes
Many egg tray quality problems can be traced back to mold condition, hole blockage, vacuum imbalance, or insufficient cleaning and inspection. Recognizing these patterns helps reduce downtime and product inconsistency.
Uneven Tray Thickness
Often related to unbalanced vacuum distribution, partial blockage, damaged mesh, or differences in cavity condition across the mold surface.
Incomplete Forming
Can be associated with weak suction paths, poor drainage, pulp flow inconsistency, or local mold wear that reduces effective forming performance.
Difficult Demolding
Frequently linked to rough cavity surfaces, shape distortion, moisture imbalance, or contamination on the mold contact area.
Blocked Vacuum Holes
Caused by fiber accumulation, contamination, and insufficient routine cleaning, which may reduce suction efficiency and weaken local product formation.
Mesh Damage
Damaged or aged mesh can affect water removal and pulp support, which may increase forming defects and reduce tray consistency.
Cavity Wear or Misalignment
Long-term operation without proper inspection can lead to local wear, dimensional drift, fastening issues, or alignment deviations that affect product quality.
Mold Maintenance and Long-Term Performance
Mold service life is closely related to material quality, product type, operating frequency, cleaning discipline, and maintenance routine. In practice, preventive maintenance is more important than waiting for visible failure.
Regular cleaning and inspection help protect vacuum efficiency, reduce product defects, and prevent avoidable downtime. For long-term operation, mold condition should be checked as part of normal production management rather than only during repairs.
- Clean mold surfaces and vacuum passages regularly
- Inspect vacuum holes and mesh condition on a routine basis
- Check surface wear, deformation, and local damage
- Verify fastening condition and mold alignment during maintenance
- Replace damaged mesh or worn components when needed

Customization for Different Molded Pulp Products
Mold technology is not limited to one tray shape. Different cavity arrangements, geometry details, and structure requirements can be developed for multiple molded pulp product categories.
30-Cell Egg Trays
Commonly used for poultry egg transport and storage, requiring reliable forming consistency and efficient production stability.
Egg Cartons
Usually involve more detailed geometry and appearance requirements compared with standard industrial egg trays.
Fruit Trays
May require different cavity profiles, support structures, and thickness control depending on product application.
Cup Carriers & Packaging
Customized molds can also be developed for beverage carriers and other molded pulp packaging formats.
How Richon Supports Mold Engineering
Mold performance should be evaluated together with machine configuration, product structure, operating targets, and maintenance expectations. Engineering support is not only about producing a mold. It is about matching mold design with stable production goals.
Product-Based Mold Review
Mold design can be reviewed according to target product shape, cavity arrangement, and forming requirements.
Machine Matching Consideration
Mold configuration should work in coordination with forming structure, vacuum system, transfer method, and overall production layout.
Maintenance-Oriented Thinking
Engineering decisions should also consider cleaning accessibility, part replacement, inspection convenience, and long-term operational reliability.
Frequently Asked Questions About Mold Technology
These questions help explain the practical role of mold engineering in egg tray production and molded pulp manufacturing.
What is the function of a forming mold in an egg tray machine?
The forming mold shapes the wet egg tray by absorbing pulp onto its cavity surface. It directly affects tray geometry, thickness distribution, drainage behavior, and initial product consistency.
What materials are commonly used for egg tray molds?
Aluminum alloy is commonly used because it offers practical machinability, dimensional stability, and suitability for precision cavity processing in molded pulp applications.
How does mold design affect egg tray quality?
Mold design influences suction balance, drainage speed, cavity consistency, demolding behavior, and the overall stability of wet tray formation, which all affect final product quality.
What causes uneven thickness in molded pulp trays?
Common reasons include vacuum imbalance, blocked holes, mesh damage, surface wear, drainage issues, or inconsistent mold condition across different cavities.
How often should egg tray molds be cleaned and maintained?
The maintenance interval depends on product type, fiber condition, operating load, and production environment. In general, routine cleaning and inspection should be integrated into normal production management.
Can one machine use different molds for different products?
Yes. Depending on machine structure and product requirements, different molds can be configured for egg trays, egg cartons, fruit trays, cup carriers, and other molded pulp products.
Need Better Mold Stability for Your Production Line?
Talk with Richon about mold structure, product adaptation, machine matching, and engineering considerations for more stable molded pulp production.
Contact Us
Get in touch with our team for any inquiries about our egg tray machines and services.
Project Scope
Do you need a complete project solution or a partial solution? Our team can customize the perfect setup for your specific needs and budget constraints.
Product Expectations
What kind of finished product do you expect, and what quality standards are important to you?
Project Timeline
What is your expected timeline for project implementation and operation?
Budget Range
What is the approximate budget range for your project procurement?
Send Us Your Information
Accurate project information will help us provide the perfect solution for your needs.